
If you've had the misfortune to leave your 3D printer filament outside on a muggy day or, heavenly, shower with it,...
Tag Archives: Filament
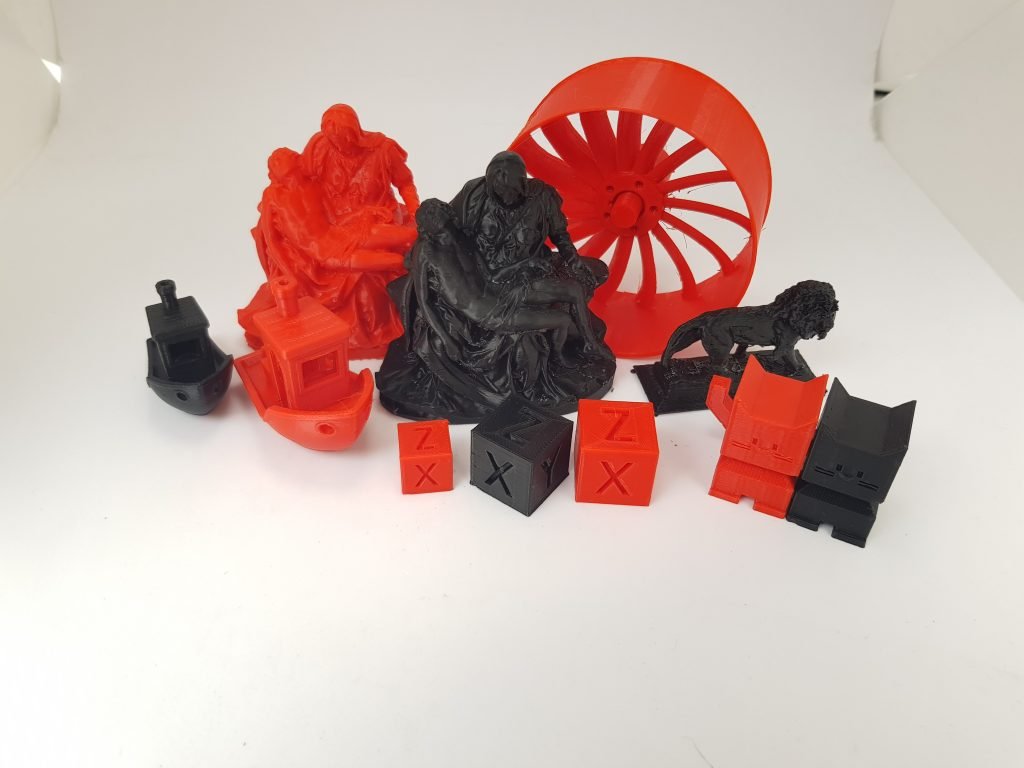
Evaluation: Amazon Fundamentals 3D printer filament PLA and PETG
18
Dec
Recently, the leading online marketplace Amazon sparked the rumor mill for 3D printing with the launch of its own Basics FFF / FDM fil...
3D Printing Filament Information: ABS Filament

18
Dec
As the manufacturing industry is democratized by 3D printing, the technology is also being studied, researched, tested and used by pe...
In-Depth Report on 3D Printing Filament Market Growth Projected to Achieve an Uptick Throughout 2020-2027
18
Dec
A new informative report entitled "Global 3D Printing Filament Market" was recently published in the extensive repository of Contriv...
The Finest Filament Extruders to Construct or Purchase – All 3DP

18
Dec
The best filament extruders to build or buy from 3DP
Sour...
Versatile Filament: The Highway to 3D Printing Success
18
Dec
As the manufacturing industry is democratized by 3D printing, the technology is also being studied, researched, tested and used by pe...
AmazonBasics PLA 3D Printer Filament Evaluate – All 3DP

18
Dec
AmazonBasics PLA 3D Printer Filament Review All 3DP
Sou...
Prusa Unveils Their Personal Line Of PLA Filament

18
Dec
There is little debate that the Original Prusa i3 MK3 from Prusa Research is the best desktop 3D printer you can buy, at least...
Victrex Launches PAEK Filament for Additive Manufacturing

17
Dec
Victrex, a global manufacturer of high-performance polymer ether keton...