Filament-wound utility poles designed for simpler set up, extra dependable energy
The BASF Company Ltd. (Shanghai, China) announced that their Boldur power poles, made via filament winding with the company’s Elastolit polyurethane (PU) and continuous fiberglass, are now available and in use by a power pole dealer in Japan. The ultra-light poles are designed to withstand storms and ensure a reliable power supply in areas affected by natural disasters.
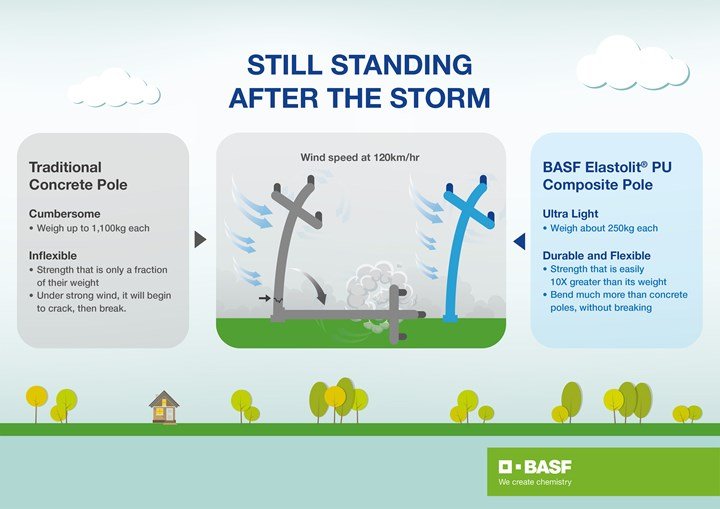
That’s enough Bars that supposedly weigh only 220 kilograms are said to have a breaking strength that is ten times higher than their weight. Similar strength is developed for others That’s enough Bars weighing between 40 and 220 kilograms. According to BASF, the masts can withstand natural disasters in strong winds and withstand cascades. This phenomenon occurs when conventional concrete poles fall like dominoes, causing widespread power outages.
“Countries prone to various natural disasters such as typhoons, floods and earthquakes experience severe property losses and widespread power outages,” said Andy Postlethwaite, senior VP, Performance Materials Asia Pacific, BASF. “With our strong research capacities in compounding continuous glass fibers and PU materials, combined with a deep understanding of customer needs, we have successfully reinvented power poles and made them lighter, more durable and more resilient than conventional concrete poles. ”
Source | BASF
Boldur poles are also designed to be lightweight for easy transportation to the job site and installation without machines, compared to traditional concrete poles which can weigh over 850 kilograms and require more equipment to move and install.
“During a disaster, Boldur poles can be quickly installed in place of traditional concrete poles, and fewer manpower and lifting equipment are required. This helps the affected districts to restore electricity more efficiently, ”says Larsen Kolberg, Head of Management, Construction Industry, Performance Materials Asia Pacific, BASF.
Unlike wooden, steel or concrete masts, Boldur masts are said to be resistant to rust and corrosion and do not require regular inspections to prevent rot and insect infestation. Boldur rods are coated with a UV-resistant top coat to extend their service life. These functions help utilities reduce maintenance costs and extend the life of the power grid.
BASF currently produces the Boldur bars in South Korea. Boldur poles can be customized depending on the requirements of the pole distributors and power suppliers in terms of length, strength and rigidity. The length ranges from less than 8 to 12 meters with average breaking strengths of less than 4 to more than 20 kiloNewtons (kN). They should also be fireproof and can quickly extinguish themselves.









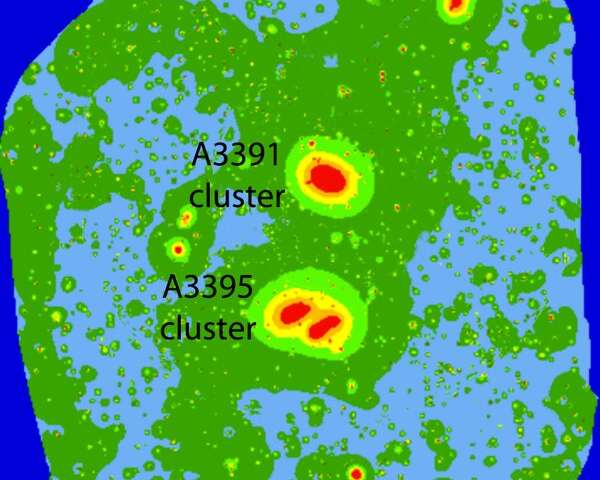
 overlay the eROSITA x-ray image (color). The circles show individual radio galaxies. The normally straight jets of the radio galaxies are bent into distorted shapes by the intergalactic winds within the clusters. Photo credit: Marcus Brueggen")
 3D printing materials maker Polymaker has teamed up with advanced polymer developer Covestro to change this by jointly developing a new line of polycarbonate 3D printing filaments specifically designed for use with desktop 3D printers. Polymaker PC-Plus and Polymaker PC-Max are designed to reduce the normally required printing temperature of 300 to 320 ° C to a moderate 250 to 270 ° C, a temperature range that is easy to achieve with most desktop 3D printers. Polymaker also says the lower printing temperature reduces the possibility of heat-induced warping or warpage during the printing process.
3D printing materials maker Polymaker has teamed up with advanced polymer developer Covestro to change this by jointly developing a new line of polycarbonate 3D printing filaments specifically designed for use with desktop 3D printers. Polymaker PC-Plus and Polymaker PC-Max are designed to reduce the normally required printing temperature of 300 to 320 ° C to a moderate 250 to 270 ° C, a temperature range that is easy to achieve with most desktop 3D printers. Polymaker also says the lower printing temperature reduces the possibility of heat-induced warping or warpage during the printing process.
 Covestro, formerly known as Bayer Material Science, supplied the high-tech polycarbonate resins for the manufacture of the new Polymaker PC range of materials. Polymaker materials scientists and the Covestro team worked closely together to develop and improve the formulation of their new polycarbonate 3D filament. According to Polymaker, the final product will have unprecedented properties, functions and applications for 3D printing and rapid prototyping.
Covestro, formerly known as Bayer Material Science, supplied the high-tech polycarbonate resins for the manufacture of the new Polymaker PC range of materials. Polymaker materials scientists and the Covestro team worked closely together to develop and improve the formulation of their new polycarbonate 3D filament. According to Polymaker, the final product will have unprecedented properties, functions and applications for 3D printing and rapid prototyping. In addition, Polymaker PC increases the final heat resistance over other 3D printing materials. PLA and ABS tend to soften and deform around 60 ° C (140 ° F). However, according to Polymaker, their polycarbonate materials can withstand temperatures well in excess of 100 ° C to 110 ° C (212 ° F to 230 ° F), and even hold boiling water without losing its shape.
In addition, Polymaker PC increases the final heat resistance over other 3D printing materials. PLA and ABS tend to soften and deform around 60 ° C (140 ° F). However, according to Polymaker, their polycarbonate materials can withstand temperatures well in excess of 100 ° C to 110 ° C (212 ° F to 230 ° F), and even hold boiling water without losing its shape. “Strength, however, is a bit vague as it can refer to a number of different mechanical properties – tensile strength, yield strength, fatigue strength, compressive strength, and impact resistance – so it is difficult to answer this question without further information.” Taylor Landry of the MatterHackers team warns. “… We are not a test laboratory and cannot perform scientific tests on these mechanical properties, and we certainly have not found a Young’s modulus. What we can do is do a comparison test – put 3D printed parts through the same test and see how filaments compare to each other. “
“Strength, however, is a bit vague as it can refer to a number of different mechanical properties – tensile strength, yield strength, fatigue strength, compressive strength, and impact resistance – so it is difficult to answer this question without further information.” Taylor Landry of the MatterHackers team warns. “… We are not a test laboratory and cannot perform scientific tests on these mechanical properties, and we certainly have not found a Young’s modulus. What we can do is do a comparison test – put 3D printed parts through the same test and see how filaments compare to each other. “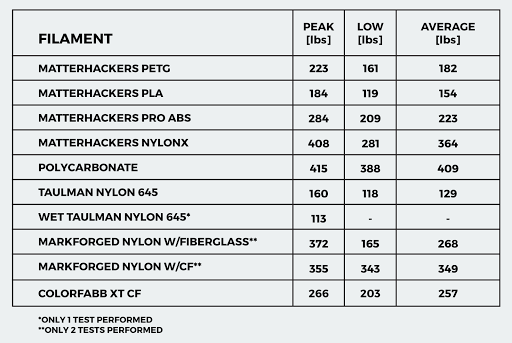
 The team also tried printing some carbines on a Markforged 3D printer. Markforged is known for its fiber-reinforced nylon 3D printing materials. MatterHackers printed two carabiners with glass fiber reinforced material and two with carbon fiber reinforcement. Surprisingly, all four parts fared worse than the NylonX and Polycarbonate parts for reasons that MatterHackers said are not entirely clear – they plan to investigate the matter further in the near future, as they have received incredibly strong parts in the Mark-Forged Materials Past.
The team also tried printing some carbines on a Markforged 3D printer. Markforged is known for its fiber-reinforced nylon 3D printing materials. MatterHackers printed two carabiners with glass fiber reinforced material and two with carbon fiber reinforcement. Surprisingly, all four parts fared worse than the NylonX and Polycarbonate parts for reasons that MatterHackers said are not entirely clear – they plan to investigate the matter further in the near future, as they have received incredibly strong parts in the Mark-Forged Materials Past.





